以下是:牡丹江市阳明区弯管,H型钢拉弯价格满足客户需求的产品参数
| 产品参数 |
|---|
| 产品价格 | 100/吨 |
|---|
| 发货期限 | 5 |
|---|
| 供货总量 | 40 |
|---|
| 运费说明 | 协商 |
|---|
| 小起订 | 1 |
|---|
| 质量等级 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 航萧管件 |
|---|
| 产品规格 | 齐全 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 按图纸加工 |
|---|
| 产品型号 | 齐全 |
|---|
| 产品重量 | 10 |
|---|
| 适用领域 | 锅炉,桥梁,体育场 |
|---|
| 工作温度 | 10 |
|---|
| 范围 | 弯管,H型钢拉弯价格供应范围覆盖黑龙江省、牡丹江市、阳明区、爱民区、东宁市、林口县、绥芬河市、海林市、宁安市、穆棱市等区域。 |
|---|
以下是:牡丹江市阳明区弯管,H型钢拉弯价格满足客户需求的图文视频
【航萧】以匠心打造多元场景产品,涵盖
宁安中频弯管、
东宁中频弯管、
爱民L型弯管等。
弯管,H型钢拉弯价格满足客户需求,
航萧管件(牡丹江市阳明区分公司)为您提供
弯管,H型钢拉弯价格满足客户需求,联系人:
宋经理,电话:
【0527-88266888】、【0527-88266888】。 黑龙江省,牡丹江市,阳明区 阳明区地图
无论您是初次接触还是已经熟悉,我们的弯管,H型钢拉弯价格满足客户需求产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:牡丹江阳明弯管,H型钢拉弯价格满足客户需求的图文介绍


弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。



全自动弯管机在日常使用中如何避免故障 在使用过程中,任何一台机器都会遇到这样或那样的问题,全自动弯管机也不例外,我们首先考虑的是如何解决,如果能把一些经常遇到的问题整理一下,这样以后解决问题的时候就有章可循了。 在日常使用中,全自动弯管机会常出现什么问题?实际上,这些问题我们早在之前的文章中就有提到,往往出现问题的地方就是液压区,因为机器在弯曲管子时,管子用金属圆锯切割会留下许多小铁销。这类铁销如不清理干净,就直接拿到弯管机加工弯管,而许多弯管机的模具都有芯棒来弯曲,因为怕饱满度不够高,所以会出现起皱、塌陷等现象。 因此,当弯管机将管材插入芯棒时,这些小铁销就会掉下来,而那些未清理干净的铁销则会掉进机身内部的油箱里,众所周知,液压弯管机使用油泵输入液压油,依靠电磁阀提供液压动力。因此,这些铁销进入油箱后,大部分都会被进油管内的过滤网过滤掉,但也会有一小部分铁销进入油泵内,这样,被吸入进油泵的铁销就会进入电磁阀内,这些铁销由于不能在电磁阀内流动而产生液压电磁阀堵塞,而液压油不能流动这样会出现相应的动作,从而导致液压弯管机不能正常工作。 即使出现这种现象也不必慌张,只要按照控制面板上的按键来手动地按下某个动作,再看电磁阀上的指示灯看一下,看看哪个电磁阀不工作了,再关机。再用一个4mm的内六角扳手,将电磁阀拆下固定在油板上。在用洁净的煤油清洗电磁阀后,用将内燃机内部吹净,将内燃机内的铁销清洗干净后,再安装上去就可以解决了。


航萧管件(牡丹江市阳明区分公司)主要生产 中频弯管。公司本着低价经营,质量为先的销售原则,让客户买的放心,用的舒心!诚信、专业、是我们的服务宗旨,开拓创新,与时俱进是我们的核心价值观。我们将竭诚为新老客户提供过硬的产品和优质的服务,也竭诚欢迎广大新老客户来电、来函,来人洽谈业务,指导工作!
服务三保: 保证质量、保证时间、保证数量。
服务宗旨: 雄厚的实力、优质的产品、低廉的价格、的服务。
郑重承诺: 保证以优质的产品、过硬的质量、实诚的价格、完善的服务来答谢新老顾客的信赖。
经营原则: 顾客至上、质量优良、品种齐全、价格合理。



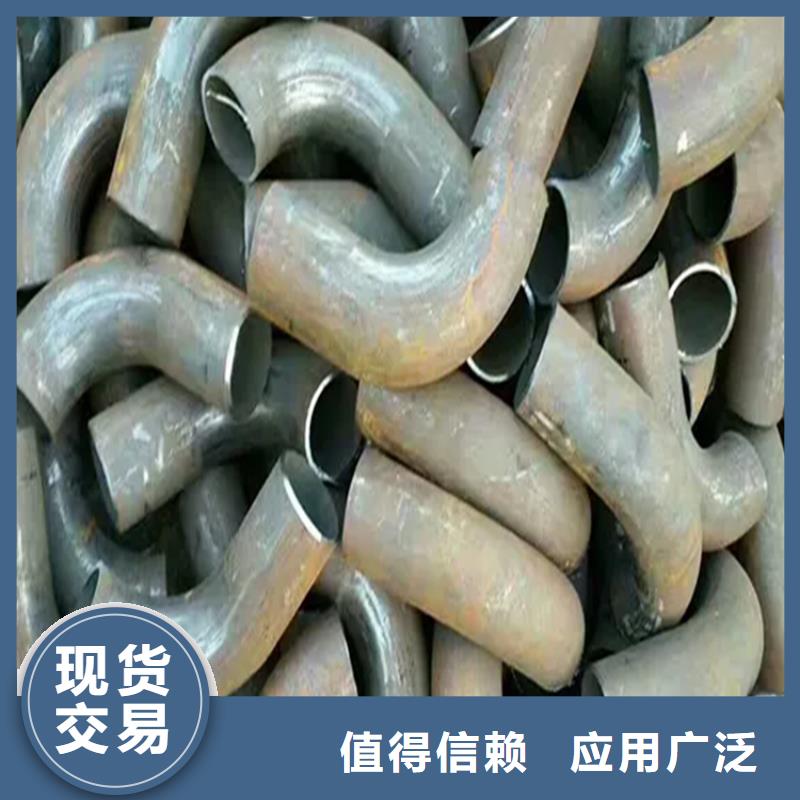
弯管(bend)是采用成套弯曲设备进行弯曲的,分为冷煨与热推两种工艺。无论是哪一种机器设备及管道,大部分都用到弯管,主要用以输油、输气、输液,工程桥梁建设等。使用方法: 引起弯管质量下降的主要原因分析及注意方法: 1、纯弯曲时,管子在外力距M作用下其中性层外侧臂壁受拉应力&1作用而减薄,内侧受压应力。作用而增厚,合力N1和N2使管子横截面发生变化。基于这一因素,引起弯管质量下降主要原因为RX与SX所以,GBJ235—82中,对各种压力等级情况下的RX值以及外侧的减薄量均做了明确规定,目的是为了控制RX与SX的值,从而确保质量。 2、前条已讲过,弯管时材料外侧受拉,内侧受压中性轴所在位置则与弯管方法而不同,在顶弯式(压缩弯曲)工作时中性轴处于离外壁约1/3处,在旋弯(回弯式)工作时,中性轴处于离外壁2/3处。因此薄壁管道弯曲,使用旋弯法是有益的。 3、弯胎的精度也是影响弯管质量的因素之一。我们在弯胎制造时,除规格尺寸要求控制在一定公差范围时,同时也要求用户在使用时根据弯制管径选择相应的弯胎。 4、管材本身的可弯曲性能与表面腐蚀情况,亦可能影响到弯管质量。现场施工时,操作者亦需了解被加工管道的材料,加工性能和对表面腐蚀情况作出产判断。


型材弯管拉弯的关键技术。.合理确定拉弯成形过程中的工艺参数; 2.准确预测拉弯零件的回弹量。 实际生产中拉弯模修正量及工艺参数的确定主要以实际经验或通过试错法来解决,即根据经验反复调整修模量,改变主拉力、补拉力等工艺参数。有时还需要多次预拉弯及热处理,成形后还要进行人工校形。这种方法成本高,时间长,形状精度难以保证。随着产品加工精度要求的日益提高,近/净成形的要求逐步增加,数字化设计制造也对拉弯成形工艺提出了新的要求,传统的拉弯成形工艺已不能满足现代生产的需要。随着科技的进步,技术的不断的革新,特别是CAD/CAE技术的不断发展,大型的CAD通用软件为拉弯模具的设计提供了强大的技术支持。在CAD软件环境下,可以得到零件的一些几何信息,例如通过几何分析功能,可以得到整条曲线的曲率分布及其大小,可以检查曲面的质量。同时其提供的二次开发工具为用户开发自己专用的CAD系统提供了技术支持。CAE在型材拉弯成形工艺中的应用,使得技术人员可以更直观的观察到型材的动态成形过程,以及每个瞬时材料的应力、应变、位移分布,通过这些基本数据,可以得出型材的成形性能,并结合其力能参数来调整模具的参数和成形工艺,修改模具的型面,调整回弹量。



在牡丹江市阳明区采购弯管,H型钢拉弯价格满足客户需求请认准航萧管件(牡丹江市阳明区分公司),品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:宋经理-【0527-88266888】)。